Каталог товаров
ПОЛИПРОПИЛЕН листовой
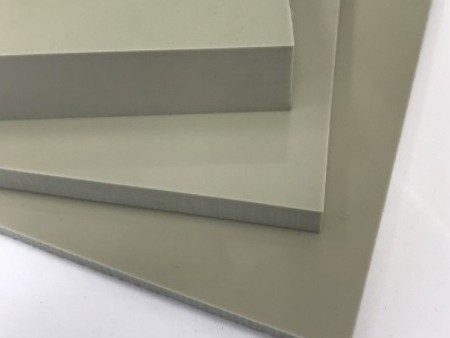


Лист полипропиленовый - изготавливается из полимерного сырья методом экструзии. Полипропилен один из базовых конструкционных материалов с прекрасными эксплуатационными характеристиками и широкими возможностями применения. Несложные способы монтажа позволяют его использовать в качестве конструктивного строительного материала. Сварка листового полипропилена включает в себя термомеханические и термические технологии, которые обеспечивают высокопрочные, абсолютно герметичные соединения. По многим свойствам полипропилен выгодно отличается от других материалов. Предел прочности при статистической нагрузке изделий из полипропилена в 3-4 раза больше, чем у аналогичных изделий из полиэтилена. Полипропилен имеет низкую водо- и газопроницаемость. Прекрасная химическая стойкость полипропилена к большинству кислот и щелочей, отсутствие гигроскопичности, а также диэлектрическая способность позволяют применять листы из полипропилена для гальванических производств. В зависимости от температурных условий обладает как упругими, так и пластическими свойствами.
Высокое качество. Подтверждено!
Полипропиленовые листы высочайшего качества. Для изготовления листов применяется сырье только ведущих мировых производителей, в том числе и Borealis. Это позволяет добиться максимальной стабильности всех параметров, включая превосходную свариваемость материалов.
Сферы применения полипропилена:
- Химическая промышленность (применение листового материала для емкостей хранения и смешения)
- Трубопроводный транспорт (применение листов полипропилена для промышленных трубопроводов)
- Гальваническое производство (применение листового материала для изготовления ванн для гальванических процессов, гальванические ванны, гальванические линии, гальваническое оборудование, вентиляционные системы, емкости, системы водоочистки)
- Водоочистка и водоподготовка (применение листового материала для емкостей хранения и смешения)
- Машиностроение
- Автомобилестроение
- Медицина и лабораторное оборудование
- Горная и угледобывающая отрасли (использование листов полипропилена для облицовки оборудования)
- Энергетика
- Пищевая промышленность (применение листов полипропилена для изготовления различного оборудования)
- Системы промышленной вентиляции – воздуховоды, короба, «улитки» вентиляторов и т.д.
- Пищевая промышленность: емкостное оборудование, рабочие поверхности и т.д.
- Сельское хозяйство (применение полипропиленовых листов ПП для изготовления различного оборудования)
- Сельское хозяйство: рыборазводные садки и ванны
- Общегражданское строительство
- Кораблестроение
- Бытовое назначение (емкости, бассейны, купели, ванны, понтоны, септики)
Дополнительные материалы:
- Сварочная проволока (пруток)
- Профиля (прямоугольные трубы)
подробнее
Механическая обработка
При механической обработке, для получения поверхности максимального качества мы рекомендуем использовать следующие режимы:
|
МЕТОД |
Скорость |
Подача |
Материал инструмента |
Передний угол |
Задний угол |
|
РЕЗКА ПИЛОЙ |
3000-4000 (м/мин) |
0,1-0,2 мм/зуб режущие листы |
с твердым металлом |
|
|
|
СВЕРЛЕНИЕ |
40-70 (м/мин) |
0,1-0,3 мм/об. |
спиральное сверло перовое сверло |
15-20 градусов |
Угол винтовой линии около 16 градусов |
|
ФРЕЗЕРОВКА |
200-800(м/мин) |
0,1-0,3 мм/об. |
Вольфрамовая сталь или литой твердый сплав |
5-15 градусов |
6-15 градусов |
Чем выше скорость обработки, тем чище поверхность реза. Однако при превышении допустимых скоростей и использовании инструмента с плохой заточкой возможно повреждение заготовок из-за их оплавления! Сверление с отводом тепла способствует повышению качества поверхности, и улучшает отвод стружки.
Соединять полипропиленовые листы можно механически с использованием крепежного материала. При этом необходимо помнить о склонности материала к линейному расширению. Метод не предполагает сохранение герметичности, водонепроницаемости конструкции. Неподходящим в некоторых ситуациях считается также соединение при помощи клея – склеивание. Полипропилен обладает высокой химической стойкостью, поэтому может контактировать со многими растворимыми клеями. Однако, применять при работе с полипропиленом клей можно только проконсультировавшись со специалистами.
Наиболее выгодным и надежным, а, следовательно, и наиболее часто используемым способом соединения деталей из полипропилена является сваривание. В настоящее время известно три способа сварки:
Полифузионная сварка – самая качественная, позволяет формировать надёжные соединения с коэффициентом прочности по отношению к исходному материалу – 0,9. Она выполняется на специальных сварочных станках (столах). На станок укладывают два листа, фиксируя их прижимным устройством. Работник задает параметры толщины и длины соединяемых деталей. Концы соединяемых деталей при помощи специального прибора нагреваются в течение определенного периода времени до достижения нужной температуры, затем они с необходимым усилием прижимаются друг к другу. Возникший таким образом шов наиболее прочный из всех применяемых способах сварки (достигает примерно 80-90% прочности материала). Таким способом можно сваривать листы любой толщины.
Параметры сварки на стыковом оборудовании:
|
Толщина листа |
Выравнивание |
Время разогрева |
Время для настройки (максимальное) |
Сварка
|
||
|
Температура прогрева 210 ±10°с |
||||||
|
Стыковка под давлением |
Время охлаждения под давлением (минимальное значение) P=0.10±0.01 H/мм² |
|||||
|
Высота наплыва при окончании выравнивания (минимальные значения) (Выравнивание p = 0.10 Н/мм²) |
Разогрев р≤0,01 Н/мм² |
|||||
|
мм |
мм |
сек |
сек |
сек |
мин |
|
|
до 4.5 |
0.5 |
до 135 |
5 |
6 |
6 |
|
|
4.5 ... 7 |
0.5 |
135 ... 175 |
5 ... 6 |
6 .. 7 |
6 ...12 |
|
|
7 ... 12 |
1.0 |
175 ... 245 |
6 ... 7 |
7 .. 11 |
12 ... 20 |
|
|
12 ... 19 |
1.0 |
245 ... 330 |
7 ... 9 |
11 ... 17 |
20 ... 30 |
|
|
19 ... 26 |
1.5 |
330 ... 400 |
9 ... 11 |
17 ...22 |
30 ...40 |
|
|
26 ... 37 |
2.0 |
400 ... 485 |
11 ... 14 |
22 ...32 |
40 ... 55 |
|
|
37 ... 50 |
2.5 |
485 ... 560 |
14 ... 17 |
32 ...43 |
55 ... 70 |
|
Применение ручного экструдера, позволяет формировать достаточно надёжные соединения с коэффициентом прочности по отношению к исходному материалу – 0,8. Сваривание полипропиленовых листов экструдером осуществляется нанесением добавочного материала (присадочная полипропиленовая проволока), предварительно расплавленного в винтовом роторе экструдера. Кроме того, при использовании ручного аппарата невозможно обеспечить всегда одинаковое давление и скорость сварки, что в свою очередь сказывается на качестве шва. Достоинства сварки своими руками заключаются в том, что нужное оборудование и детали можно доставить непосредственно на объект и варить на месте. Это дает широкие возможности для соединения полипропиленовых конструкций разнообразных форм.
Параметры сварки ручным экструдером:
|
Температура экструдера, |
Температура воздуха, |
Количество воздуха, литров/мин. |
|
200-240 |
210-250 |
350-400 |
В результате сварки пистолетом с горячим воздухом (феном) максимальный коэффициент прочности не достигает значения больше 0, 7. При сварке с использованием фена аппарат нагревает стыкуемые кромки листов и расположенный между ними сварочный пруток. Конструкция такого прибора, как правило, не дает возможности поддерживать одинаковую температуру нагреваемого воздуха. Применяя ручные аппараты для сварки, необходимо помнить, что изменение температуры нагреваемого материала зависит от скорости сварки; при очень медленном сваривании деталей материал вокруг шва может перегреться, что приведет в дальнейшем к деградации материала, а, следовательно, и к снижению качества шва. Не исключено и обратное, если материал будет недостаточно нагрет. Таким способом рекомендуется соединять листы и детали, толщина которых не превышает 6 мм. При сваривании отдельных деталей необходимо помнить, чтобы соединяемые материалы принадлежали к одному классу.
Параметры сварки ручным феном:
|
Воздух, л/мин |
Температура в сопле форсунки °С |
Диаметр форсунки, мм |
Диаметр скоростной форсунки |
||
|
3 |
4 |
3 |
4 |
||
|
Скорость газа см/мин |
|||||
|
60-70 |
280-320 |
Ок. 10 |
<10 |
50-60 |
40-50 |
ВНИМАНИЕ! Превышение рекомендуемых температур вызывает деградацию материала, что негативно сказывается на прочности сварного соединения.
Перед нагрузкой сварной шов должен охлаждаться при комнатной температуре не менее 2 часов. Ускорение процесса охлаждения недопустимо.
Для достижения максимального качества сварного соединения следует использовать сварочный пруток изготовленный из того же материала, что и листы. Это важно, так как у прутка и листов должен совпадать индекс текучести расплава (MFR).
СвертнутьАктуальные акции
-
САМОРЕЗЫ В ПОДАРОК!
При покупке комплекта ТЕПЛИЦА +
СОТОВЫЙ ПОЛИКАРБОНАТ
-
Бесплатное хранение товара
Известно, что поликарбонат нельзя долго хранить в свёрнутом виде. Приобретённый у нас поликарбонат, вы можете оставить на хранение на нашем складе в оптимальных условиях.
-
Фрезеровка ЧПУ и раскрой материалов!
Предоставляем услуги ЧПУ фрезеровки и раскрой материалов - ПНД лист, полипропилен лист, поликарбонат монолитный, фанера. Срок выполнения работы: от 1 до 3 рабочих дней
Отзывы
-
 Вадим Николаевич
Вадим НиколаевичХочу выразить благодарность за вашу работу. Оказываю различные услуги по ремонту и строительству на дачных и котеджных поселках. Достаточно часто клиенты обращаются с запросами установки надежных теплиц из поликарбоната. И поскольку я дорожу своей репутацией, абы где покупать теплицы для заказчика не хочется. И тут я наткнулся на магазин Апекс Плюс, внимательно изучил ассортимент теплиц на сайте. Подобрал подходящие под запросы варианты и обратился к менеджеру. Получил исчерпывающие ответы на все вопросы, что безусловно подчеркивает большой профессионализм сотрудников компании. Договорился о постоянном сотрудничестве и получил доставку теплицы день в день. Качество теплицы я вам скажу отличное, до этого пробовал разные и там все было изготовлено как попало, а здесь все на своих местах. Огромная вам благодарность, надеюсь на длительное плодотворное сотрудничество.
-
Александр Зинченко
Решил купить теплицу зимой ,так как к разгару сезона думаю цены будут выше. Выбирал между теплицей "капелька" и "усиленной". Сделал вывод, что усиленные теплицы более надежные. У этой организации большой выбор поликарбоната от самого дешевого до Гост. Сотрудники посоветовали, как подобрать качественный поликарбонат. Купил, оставил на бесплатное хранение до мая. Благодарю
-
Аркадий
Искал поликарбонат в Новосибирске в большом объеме, толщиной 6 мм. Кого только не обзванивал ни у кого нет в наличии. И тут по счастливой случайности наткнулся на компанию Апекс Плюс. Пообщался с менеджером по телефону описал свои задачи, получил толковую консультацию и советы по плотности материала и что самое главное в тот же день получил отгрузку своего поликарбоната. Благодарю, за профессионализм и оперативность, а так же за конкурентные цены. Обязательно обращусь ещё.
-
Константин
Покупал монолитный профилированный поликарбонат, сам из другого региона. Остановился на доставке транспортной. Честно, думал с этим будут самые проблемы, придется состыковать их и транспортную, куда ехать, откуда забирать материал. Но всё оказалось гораздо проще. От меня потребовалось лишь сделать заказ, и оплатить товар (никуда не ездил, заказ делал по телефону, оплатил через интернет). Все вопросы про вес и логистику с транспортной они решили сами. Сегодня приехал в тк и забрал товар. Всё прибыло в срок в целости и сохранности. 10 баллов из 10.
-
Виктория
Покупали теплицу с прозрачным поликарбонатом. Остались очень довольны, по телефону менеджер дал подробную консультацию, и даже ехать не пришлось в офис, привезли заказ сразу на дачу на следующий день. Цена ниже чем у конкурентов, комплектация в порядке.
-
Семья Ковалёвых
А я хочу написать о том, что здесь работаю настоящие профессионалы своего дела. Обращались к ним и не один раз, и по телефону ответят всегда приветливо, и встретят всегда с улыбкой. Всегда объяснят, помогут в выборе, к каждому клиенту относятся с терпением и пониманием, а нам дачникам - пенсионерам очень важно. Спасибо вам.
Семья Ковалёвых. г.Новосибирск 11.08.2017 г.
-
Эдуард
Хочу выразить огромную благодарность ребятам из организации Апекс Плюс. Был объект в Новосибирске, сроки поджимали, потребовался монолитный поликарбонат- зелёный. Как оказалось, в городе нет зелёного, у всех преимущественно прозрачный, цветной под заказ. А здесь, мы нашли то, что нам было нужно, требуемая толщина и в полном объёме! Вы просто выручили нас! Процветания вам и хороших клиентов.
Эдуард г.Новосибирск 07.06.2017 г.
-
Евгений Марков
Цены на прозрачный поликарбонат радуют. По моим наблюдениям - одни из самых низких. Огромная признательность Наталье за индивидуальный подход к клиентам :) так же хочу отметить быстрый отклик на вопросы, которые задавались по электронной почте. Рекомендую
-
Любовь Петровна
Здравствуйте! В прошлом году снегом раздавило мою теплицу, которая простояла 10 лет, обзвонила многие магазины, но остановилась на этой организации, заинтересовали цены на изделия, да и рядом находятся. На складе показали каркасы, поликарбонат, всё рассказали и подобрали по моему бюджету, благодарность девушке, к сожалению, не знаю имени. Быстро организовали доставку в Пашино, я очень довольна саженцы чувствуют себя великолепно. Всех своих знакомых отправляла весной туда.. С уважением, Любовь Петровна. 15.03.2017 г.
-
Николай Петрович
Добрый день! Пишу с Хабаровского края. Нужна была сетка для клеток, обратился в организацию Апекс плюс и остался очень доволен. По телефону всё доступно объяснили, после оплаты, отправили Транспортной Компанией в кратчайшие сроки. Всё пришло в целости и сохранности. Признательность вам, ребята за оперативность. Успехов вам!
Николай Петрович г.Хабаровск 18.02.2017 г.
-
zlobanikolai
Здравствуйте. Я из Читы и хочу сказать несколько слов про этот магазин. Сразу хочу отметить, что стоимость товара и условия доставка очень порадовали. Информацию по интересующему меня материалу, получил в полном объёме и за это отдельное спасибо Наталье! Оперативно собранный и отправленный транспортной мой заказ, это говорит о высокой слаженности коллектива, а все вместе они отличная команда. Спасибо вам ребята!!! Конечно же не стыдно будет посоветовать этот магазин своим друзьям, а мне кажется, что я ещё не раз буду к ним обращаться. Так держать! И не проходите мимо! Благодарю.
-
konopluanka
Хорошая компания, покупали теплицу арочную, цены ниже чем в других конторах, работают по СБ, что является преимуществом перед другими. Можно приехать посмотреть материал в живую, выбрать, в наличии есть более дешевые варианты парников, большой выбор поликарбоната разной толщины. Есть доставка. Сотрудники все подскажут, помогут с выбором, я довольна, кстати, здесь цена на теплицу вышла дешевле на 4500 руб чем в другой конторе, где мы брали первый раз, а качество оказалось даже лучше. Если вам нужно купить парник или панели пластика, рекомендую эту компанию!
-
Николай
Хороший выбор поликарбоната, отличный сайт. Брал поликарбонат для навеса, и сетку в этой организации стоит дешевле, чем в других. Все рассказали, как правильно монтировать, предложили шайбы и профиля. Рекомендую.






{kind=link}